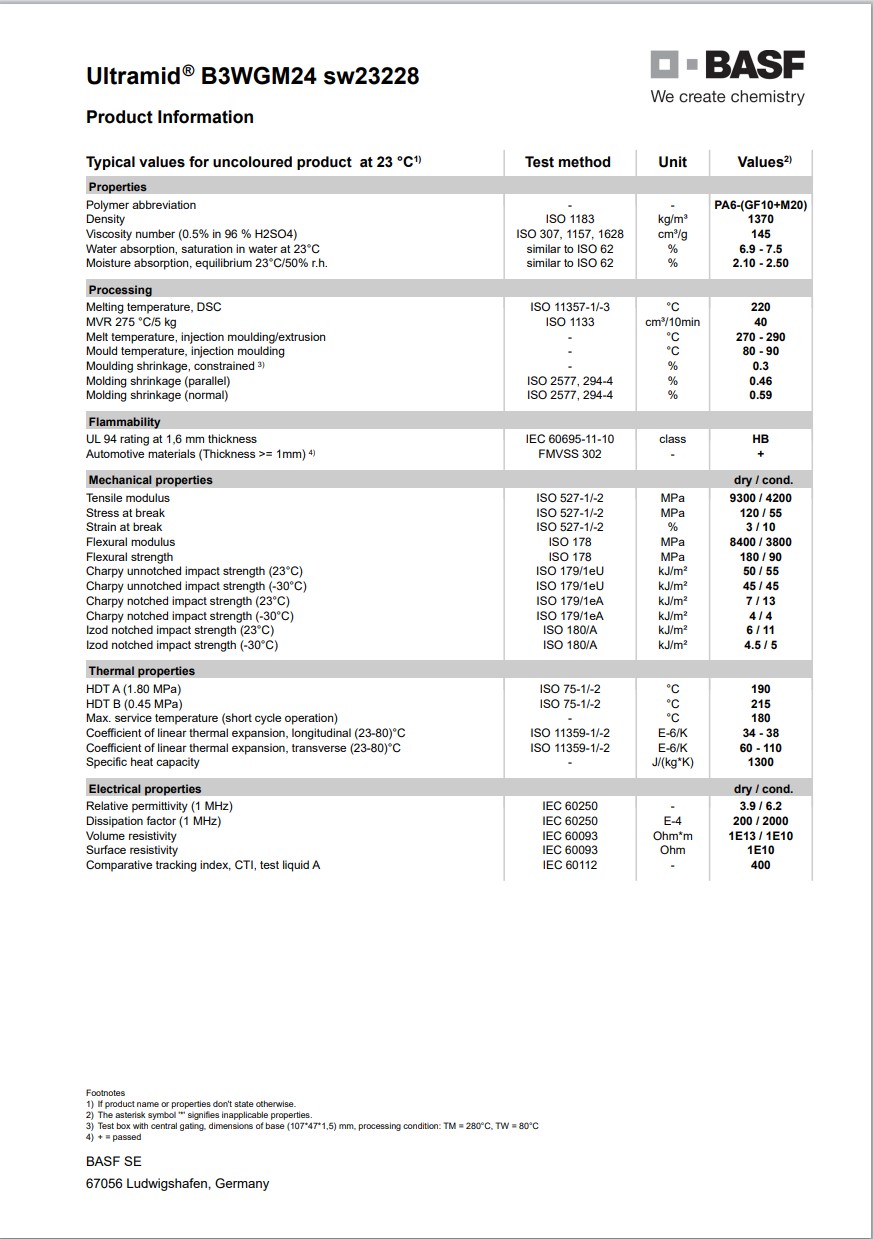
Ultramid® B3WGM24 sw23228
聚酰胺6(尼龙6)PA6
德国巴斯夫-BASF Corporation
产品说明:
Glass-fibre and mineral reinforced heat stabilised injection moulding grade for industrial parts having medium to highrigidity and high dimensional stability, used e.g. for automobile engine covers, housings and automotive door handles.
增强材料:玻璃纤维10%增强、矿物20%填充
含添加剂:热稳定剂
材料特性:耐油、热稳定、中等硬度、High Dimensional Stability
材料用途:把手、工业部件、汽车领域的应用、外壳
加工方法:粒子注射成型
供货地区:欧洲、亚太地区
中国代理:苏州希普能工程塑料
Ultramid® B3WGM24 sw23228巴斯夫中文加工参数表
| 物理性能 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 密度 | 1.37 | -- | g/cm³ | ISO 1183 |
| 表观密度 | 0.70 | -- | g/cm³ | |
| 熔融体积流量(MVR)(275℃/5.0 kg) | 40 | -- | cm³/10min | ISO 1133 |
| 收缩率 | ISO 294-4 | |||
| 垂直 | 0.59 | -- | % | |
| 流动 | 0.46 | -- | % | |
| 吸水率 | ISO 62 | |||
| 饱和,23℃ | 6.9 到 7.5 | -- | % | |
| 平衡,23℃,50% RH | 2.1 到 2.5 | -- | % | |
| 粘数(96%H2SO4) | 145 | -- | cm³/g | ISO 307 |
| 模具收缩性-constrained1 | 0.30 | -- | % | |
| 机械性能 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 拉伸模量 | 9300 | 4200 | MPa | ISO 527-1 |
| 拉伸应力(断裂) | 120 | 55.0 | MPa | ISO 527-2 |
| 拉伸应变(断裂) | 3.0 | 10 | % | ISO 527-2 |
| 弯曲模量 | 8400 | 3800 | MPa | ISO 178 |
| 弯曲应力 | 180 | 90.0 | MPa | ISO 178 |
| 冲击性能 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 简支梁缺口冲击强度 | ISO 179/1eA | |||
| -30℃ | 4.0 | 4.0 | kJ/m² | |
| 23℃ | 7.0 | 13 | kJ/m² | |
| 简支梁无缺口冲击强度 | ISO 179/1eU | |||
| -30℃ | 45 | 45 | kJ/m² | |
| 23℃ | 50 | 55 | kJ/m² | |
| 悬壁梁缺口冲击强度 | ISO 180/A | |||
| -30℃ | 4.5 | 5.0 | kJ/m² | |
| 23℃ | 6.0 | 11 | kJ/m² | |
| 热性能 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 载荷下热变形温度 | ||||
| 0.45 MPa,未退火 | 215 | -- | ℃ | ISO 75-2/B |
| 1.8 MPa,未退火 | 190 | -- | ℃ | ISO 75-2/A |
| 熔融温度 | 220 | -- | ℃ | ISO 11357-3 |
| 线形热膨胀系数 | ISO 11359-2 | |||
| 流动:23 到 80℃ | 3.4E-5到3.8E-5 | -- | cm/cm/℃ | |
| 垂直:23 到 80℃ | 6.0E-5到1.1E-4 | -- | cm/cm/℃ | |
| 比热 | 1300 | -- | J/kg/℃ | |
| 最高使用温度-short cycle operation | 180 | -- | ℃ | |
| 电气性能 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 表面电阻率 | 1.0E+10 | -- | ohms | IEC 60093 |
| 体积电阻率 | 1.0E+15 | 1.0E+12 | ohms·cm | IEC 60093 |
| 相对电容率(1MHz) | 3.90 | 6.20 | IEC 60250 | |
| 耗散因数(1MHz) | 0.020 | 0.20 | IEC 60250 | |
| 漏电起痕指数(解决方案A) | 400 | -- | V | IEC 60112 |
| 可燃性 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 可燃性等级(1.6mm) | HB | -- | IEC 60695-11-10,-20 | |
| 补充信息 | 材料识别 | 单位制 | 测试方法 | |
| Polymer Abbreviation | PA6-(GF10+M20) | |||
| 注射 | 干燥 | 单位制 | ||
| 干燥温度 | 80 | ℃ | ||
| 干燥时间 | 4.0 | hr | ||
| 建议的最大水分含量 | 0.15 | % | ||
| 料斗温度 | 80 | ℃ | ||
| 料筒后部温度 | 260 | ℃ | ||
| 料筒中部温度 | 270 | ℃ | ||
| 料筒前部温度 | 280 | ℃ | ||
| 射嘴温度 | 280 | ℃ | ||
| 加工(熔体)温度 | 270 到 290 | ℃ | ||
| 模具温度 | 80 到 90 | ℃ | ||
| Residence Time | < 10.0 | min | ||
| Screw Speed | < 18 | m/min | ||
| 备注 1Test box with central gating, dimensions of base (107*47*1,5) mm,processing conditions:TM=280℃,TW=80℃ |
||||