Ultramid® STAR SX 218 V50 BLACK Z
聚酰胺 6(尼龙6)PA6-GF50
德国巴斯夫-BASF Corporation
产品说明:
Ultramid® STAR SX 218 V50 Black Z is based on a patented high flow polyamide 6 resin, heat stabilized, reinforced with 50% of glass fibre, for injection moulding. Due to its outstanding flow caracteristics, this grade allows more freedom in mould and part design versus a standard polyamide solutions.
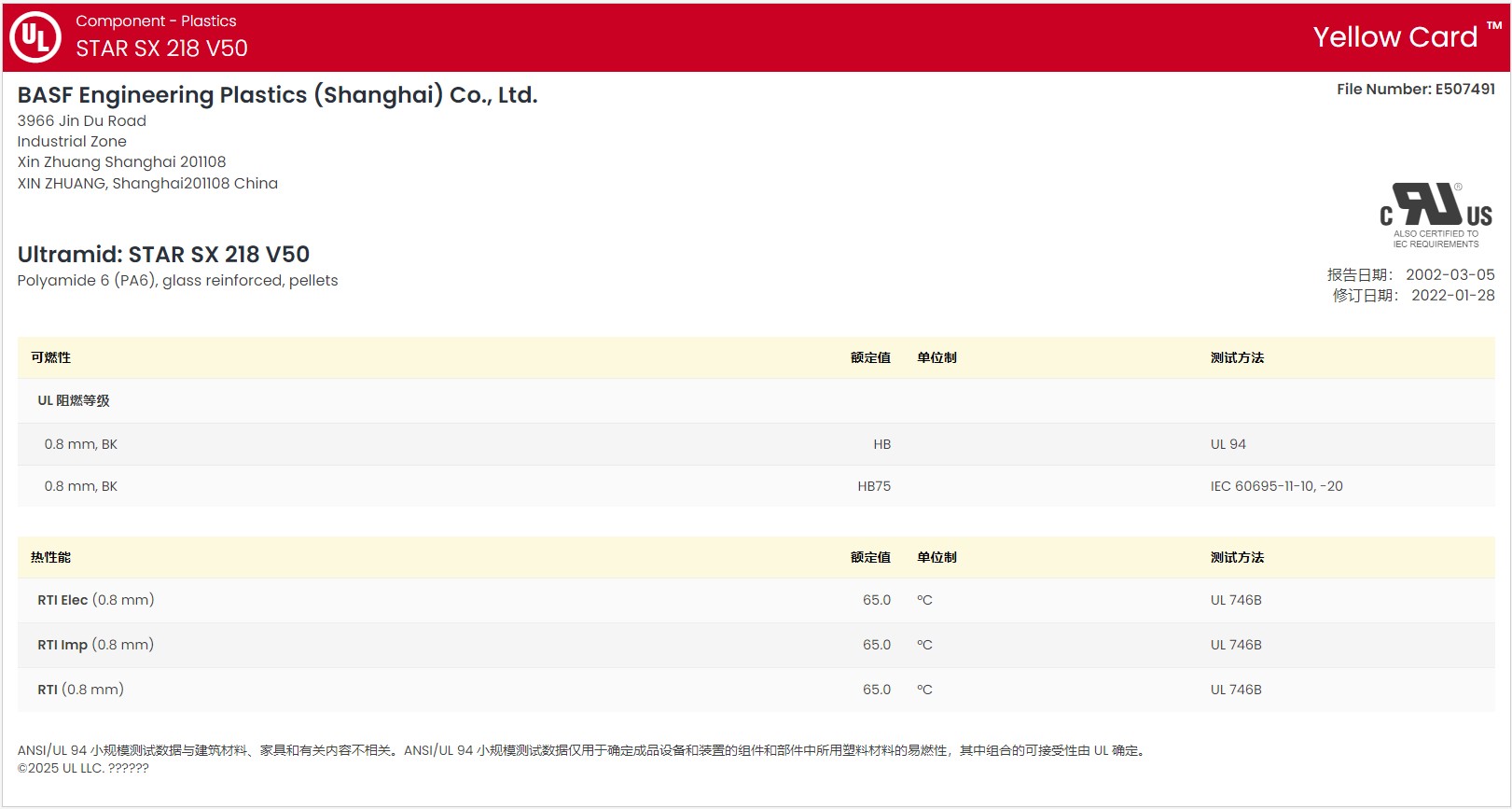
黄卡号码:E507491-104288185
增强材料:玻璃纤维50%增强
含添加剂:热稳定剂
材料特性:尺寸稳定性良好,出色的外观,高刚性,流动性高,Heat Stabilized - Inorganic
材料用途:电气/电子应用领域,动力/其它工具,滑轮,汽车领域的应用,体育用品
加工方法:黑色粒子注射成型
供货地区:北美洲,非洲和中东,亚太地区
中国代理:苏州希普能工程塑料
Ultramid® STAR SX 218 V50 BLACK Z 巴斯夫中文加工参数表
| 物理性能 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 密度 | 1.56 | -- | g/cm³ | ISO 1183 |
| 收缩率 | ISO 294-4 | |||
| 垂直 | 0.60 | -- | % | |
| 流动 | 0.20 | -- | % | |
| 吸水率 | ISO 62 | |||
| 24 hr,23℃ | 0.72 | -- | % | |
| 平衡,23℃,50% RH | 1.1 | -- | % | |
| 机械性能 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 拉伸模量 | 17500 | 11000 | MPa | ISO 527-1 |
| 拉伸应力 | ISO 527-2 | |||
| 屈服 | 230 | 155 | MPa | |
| 断裂 | 230 | 155 | MPa | |
| 伸长率 | ||||
| 断裂 | 2.6 | -- | % | ASTM D638 |
| 断裂 | 2.5 | 3.7 | % | ISO 527-2 |
| 弯曲模量 | ||||
| -- | 14000 | -- | MPa | ASTM D790 |
| -- | 15000 | 10300 | MPa | ISO 178 |
| 弯曲强度 | ||||
| -- | 320 | -- | MPa | ASTM D790 |
| -- | 350 | 250 | MPa | ISO 178 |
| 冲击性能 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 简支梁缺口冲击强度(23℃) | 15 | 20 | kJ/m² | ISO 179/1eA |
| 简支梁无缺口冲击强度(23℃) | 85 | 95 | kJ/m² | ISO 179/1eU |
| 悬壁梁缺口冲击强度 | ||||
| 23℃ | 180 | -- | J/m | ASTM D256 |
| 23℃ | 15 | 22 | kJ/m² | ISO 180/A |
| 无缺口伊佐德冲击强度(23℃) | 90 | 95 | kJ/m² | ISO 180/1U |
| 热性能 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 载荷下热变形温度(1.8 MPa,未退火) | 210 | -- | ℃ | ASTM D648,ISO 75-2/A |
| 熔融温度 | 220 | -- | ℃ | ISO 11357-3 |
| 可燃性 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 可燃性等级(3.2mm) | HB | -- | IEC 60695-11-10,-20 | |
| 注射 | 干燥 | 单位制 | ||
| 干燥温度 | 80 | ℃ | ||
| 建议的最大水分含量 | 0.20 | % | ||
| 料筒后部温度 | 230 到 235 | ℃ | ||
| 料筒中部温度 | 235 到 245 | ℃ | ||
| 料筒前部温度 | 245 到 250 | ℃ | ||
| 模具温度 | 60 到 90 | ℃ | ||
| 注射说明 The material is supplied in airtight bags,ready for use. In case that the virgin material has absorbed moisture,it must be dried with a dehumidified air drying equipment,dew point mini -20℃. Recommended time 2-4h Injection Advice: For reinforced polyamides,BASF SE recommends the use of steel with a high content of carbon,and purified for polishing,to avoid or limit the abrasion.For example: X38CrMoV5-1 (EN Norm)-1.2367/1.2343 (DIN Norm) or X160CrMoV12 (EN Norm)-1.2601/1.2379 (DIN Norm). In the case of high requirements on surface quality a mould temperature of up to 120℃ can be considered. The processing parameters like processing temperatures are a recommendation and can be adjusted in function of injection machine size,part geometry/design |
||||