Ultramid® eXten D 219WFC V50 BLACK
聚酰胺 610(尼龙6/10)PA610-GF50
德国巴斯夫-BASF Corporation
产品说明:
Ultramid® eXten D 219WFC V50 Black is a polyamide 6.10, reinforced with 50% of glass fibre, heat stabilized with organic stabilizers, for injection moulding. This grade offers lower water uptake, higher dimensional stability and enhanced chlorine resistance versus standard PA 6.6. It offers too an enhanced corrosion resistance, a reduction in lead levels versus standard metal solutions and an increase in ease of processing and part design freedom versus metal solutions and other plastics. It is used for cold and warm water plumbing components including, but not limited to, components in contact with drinking water systems globally where elevated levels of chlorine could be present.
增强材料:玻璃纤维50%增强
含添加剂:热稳定剂
材料特性:尺寸稳定性良好,低(至无)铅含量,良好的加工性能,良好的抗腐蚀性,耐氯,吸水低或不吸水,Heat Stabilized - Organic
材料用途:管道部件,饮用水应用
加工方法:黑色粒子注射成型
供货地区:北美洲,非洲和中东,拉丁美洲,亚太地区
中国代理:苏州希普能工程塑料
Ultramid® eXten D 219WFC V50 BLACK 巴斯夫中文加工参数表
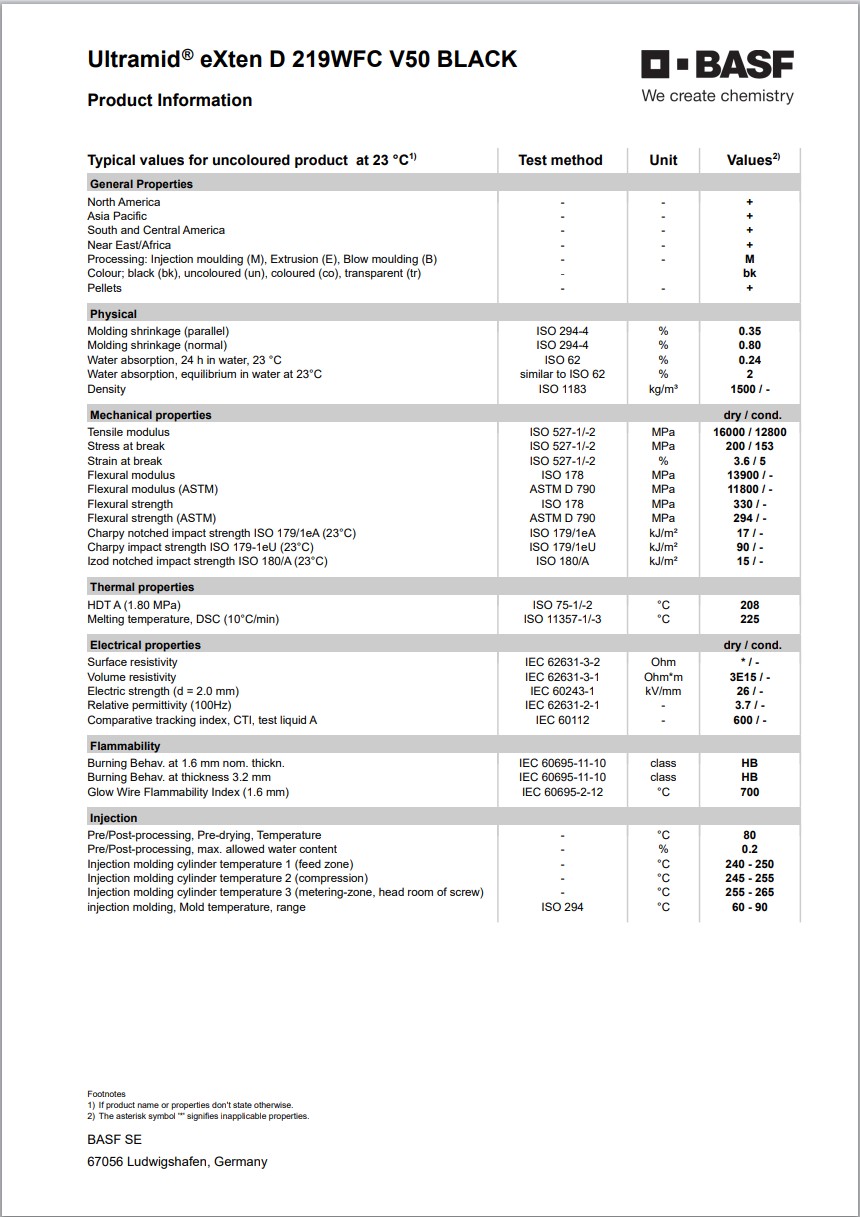
| 物理性能 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 密度 | 1.50 | -- | g/cm³ | ISO 1183 |
| 收缩率 | ISO 294-4 | |||
| 垂直 | 0.80 | -- | % | |
| 流动 | 0.35 | -- | % | |
| 吸水率 | ISO 62 | |||
| 24 hr,23℃ | 0.24 | -- | % | |
| 饱和,23℃ | 2.0 | -- | % | |
| 机械性能 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 拉伸模量 | 16000 | 12800 | MPa | ISO 527-1 |
| 拉伸应力(断裂) | 200 | 153 | MPa | ISO 527-2 |
| 拉伸应变(断裂) | 3.6 | 5.0 | % | ISO 527-2 |
| 弯曲模量 | ||||
| -- | 11800 | -- | MPa | ASTM D790 |
| -- | 13900 | -- | MPa | ISO 178 |
| 弯曲强度 | ||||
| -- | 294 | -- | MPa | ASTM D790 |
| -- | 330 | -- | MPa | ISO 178 |
| 冲击性能 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 简支梁缺口冲击强度(23℃) | 17 | -- | kJ/m² | ISO 179/1eA |
| 简支梁无缺口冲击强度(23℃) | 90 | -- | kJ/m² | ISO 179/1eU |
| 悬壁梁缺口冲击强度(23℃) | 15 | -- | kJ/m² | ISO 180/A |
| 热性能 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 载荷下热变形温度(1.8 MPa,未退火) | 208 | -- | ℃ | ISO 75-2/A |
| 熔融温度 | 225 | -- | ℃ | ISO 11357-3 |
| 电气性能 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 体积电阻率 | 3.0E+15 | -- | ohms·m | IEC 62631-3-1 |
| 介电强度(2.00mm) | 26 | -- | kV/mm | IEC 60243-1 |
| 相对电容率(100Hz) | 3.70 | -- | IEC 62631-2-1 | |
| 漏电起痕指数(解决方案A) | 600 | -- | V | IEC 60112 |
| 可燃性 | 干燥 | 调节后的 | 单位制 | 测试方法 |
| 可燃性等级 | IEC 60695-11-10,-20 | |||
| 1.6 mm | HB | -- | ||
| 3.2 mm | HB | -- | ||
| 灼热丝易燃指数(1.6mm) | 700 | -- | ℃ | IEC 60695-2-12 |
| 注射 | 干燥 | 单位制 | ||
| 干燥温度 | 80 | ℃ | ||
| 建议的最大水分含量 | 0.20 | % | ||
| 料筒后部温度 | 240 到 250 | ℃ | ||
| 料筒中部温度 | 245 到 255 | ℃ | ||
| 料筒前部温度 | 255 到 265 | ℃ | ||
| 模具温度 | 60 到 90 | ℃ | ||
| 注射说明 The material is supplied in airtight bags,ready for use. In case that the virgin material has absorbed moisture,it must be dried with a dehumidified air drying equipment,dew point mini -20℃. Recommended time 2-4h Injection Advice: For reinforced polyamides,BASF SE recommends the use of steel with a high content of carbon,and purified for polishing,to avoid or limit the abrasion.For example: X38CrMoV5-1 (EN Norm)-1.2367 /1.2343 (DIN Norm) or X160CrMoV12 (EN Norm)-1.2601/1.2379 (DIN Norm). In the case of high requirements on surface quality a mould temperature of up to 120℃ can be considered. The processing parameters like processing temperatures are a recommendation and can be adjusted in function of injection machine size,part geometry/design. |
||||